
粉末冶金法 制備納米氧化物分散鋼粉
摘要:納米結構鋼可以通過兩種不同的方法來實現。有眾所周知的“自上而下”的方法,考慮晶粒尺寸的工藝步驟,如嚴重塑性變形(SPD)是從上到下的發展。另一種“自下而上”的方法是從單個單位開始,從下到上開發產品。后一種方法被認為是納米技術的主要途徑。本文綜述了“自下而上”的方法制備和檢測納米鋼。此外,還將重點介紹高能攪拌球磨機、壓制和燒結等粉末冶金的其他步驟。高能球磨機是在這項工作的基礎上,既保證了晶粒的納米結構,又將物料粒度分布變窄。
鐵素體/馬氏體鋼(FMS)是先進快堆包層/導管材料以及核聚變演示工廠第一壁和包層結構材料的主要候選材料,因為它們在抗輻射高達200dpa的高中子劑量方面是有優勢的。然而,由于高溫下的拉伸和蠕變強度較差,它們的利用率限制在600℃左右。為了獲得更高的設備運行溫度以提高熱效率,人們通過控制合金元素和在FMS中使用穩定的碳化物沉淀進行熱處理來改善高溫性能,特別是在發電工業中的應用。氧化物分散強化(ODS)FMS是一種未來很有利用價值的材料,由于在鐵素體/馬氏體基體中添加了極為熱穩定的氧化物顆粒分散,具有在高溫下使用的潛力(圖1)。

圖1.粉末冶金和機械加工技術原理圖
ODS FMS的發展主要集中在快堆燃料包層應用和聚變堆材料應用等領域。日本核循環發展研究所(JNC)對ODS FMS進行了領先的技術開發,特別強調燃料包層在快堆中的應用。這項技術的研究被認為是擴展性能降低活化鐵素體鋼作為一個系統適用于聚變結構材料。作為先進快堆的一種未來有很大利用價值的包層材料,ODS-FMS的研究和開發工作自1987年開始在JNC進行。與制造供應商合作進行了有關機械研磨(MM)工藝優化以及合金元素對高溫機械強度影響的基礎研究。
基于這些研究的結果,1990年曾對薄壁覆層的熱擠壓和熱軋工藝進行了試驗研究。試驗結果表明,與縱向單軸方向相比,復合材料在雙軸向環向蠕變斷裂強度降低,即強度各向異性,且環向延性明顯降低。根據與九州大學Yoshinaga團隊合作的基礎研究,制造的ODS覆層的這些出乎意料的機械性能歸因于平行于軋制方向的極細長的晶粒之間的晶界滑動。
為了獲得等軸均勻的晶粒,到1994年為止,利用擠壓棒材試驗探索了兩種方法:馬氏體9Cr-ODS鋼(特別是針對抗輻射合金)的a-c相變和鐵素體12Cr-ODS鋼(針對耐腐蝕合金)的另一側再結晶處理。
從1995年到2000年:已經有了廣泛的技術突破用于制造薄壁覆層,以防止中間制造過程中的裂紋萌生,并在相變和再結晶處理的基礎上確保具有優異內部蠕變強度和均勻晶粒形貌的延性。
必須建立厚板和大直徑ODS鋼管的生產工藝,以便將其應用于未來的融合第一壁和包層系統的大截面。
圖2顯示了fusion first wall應用的建議面板生產工藝。用機械球磨的粉末經熱靜壓(HIP)加工出板坯,然后用熱軋直接生產出大尺寸的板材。熱軋工藝在生產過程中是必要的,因為熱靜壓產品產生均勻的結構,但其沖擊性能比上面所述退化。
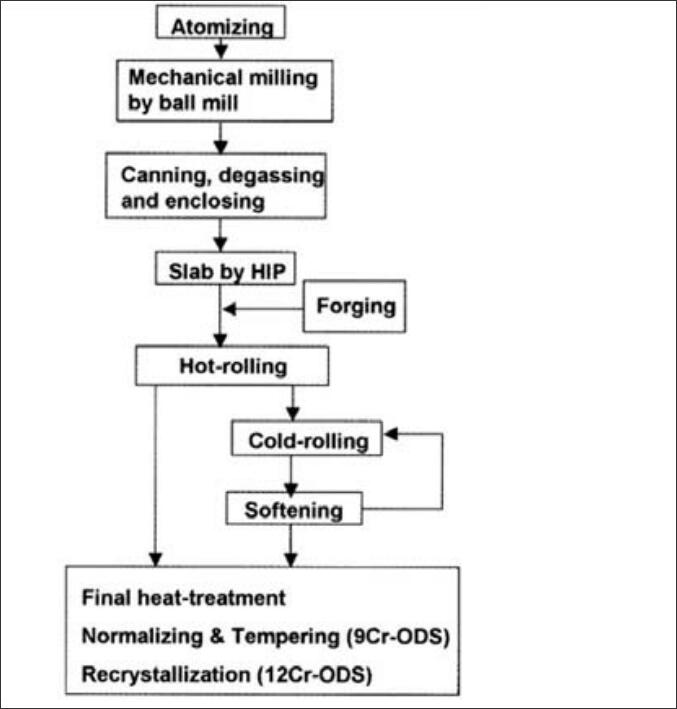
圖2.提出了驟變第一壁板的生產工藝
作為另一種可選的加工方法:反復進行冷軋和隨后的熱處理,以使最終板具有約2 m x 2 m的尺寸和所需的厚度,并具有足夠的尺寸精度。馬氏體9Cr-ODS鋼的爐冷軟化和鐵素體12Cr-ODS鋼的再結晶退火是冷軋硬化板軟化的必然選擇。通過熱軋直接生產最終形狀在某些情況下是適用的。在最后階段,需要進行等軸晶的熱處理:9Cr-ODS鋼進行a-c相變,12Cr-ODS鋼進行再結晶處理。在鋼鐵行業中,能夠進行生產加工的大型設備已經存在。
ODS鋼的有效分散將通過采用高能球磨工藝實現,即研磨機研磨(圖3)。本文提出了采用機械力化學法對陶瓷微粒進行干法和濕法涂覆的方法。多功能研磨機(本公司備有)可在干燥或潮濕條件下工作。
在我們的模型實驗中,對于一些粉末混合物,使用高能球磨機(UnionProcess,01-HD/HDDM)。由于陶瓷(氮化硅、氧化鋯)零件(缸、棒、球)如圖3所示,該設備允許更高的轉速和無污染的混合過程。
根據我們以前的觀察,高能攪拌球磨機比傳統行星式球磨機有更多的優點。在濕法工藝中,與行星磨500 rpm相比,研磨機的轉速可能更高,達到4000 rpm。采用DELTA研磨盤拌以及0.1-0.2mm的小磨介確保IPs在涂層溶液中的高效分散。在接下來的干燥過程中也可能涉及機械合金化過程。

圖3.本研究中使用的研磨機
ODS樣品是用干壓機(7噸)制備(圖4)。

圖4.沖壓工具
熱等靜壓工藝(圖5)提供了一種用不同粉末材料制造結構部件的方法。在金屬間化合物領域,生產成形零件是一種常見的技術。這個過程是基于在一個容器中填充粉末混合物。在大多數情況下,用鐵罐作為隔層。在加工之前,將容器抽真空至高真空并升高溫度,以除去材料粉末中的空氣和水分。
密封容器后,將其置于熱等靜壓爐內。爐內施加高惰性氣體壓力,壓力高達2000巴。等靜壓和高溫是粉末在鋼容器中壓實的原因。與高壓技術類似,在這一過程中可以使用原始粉末或預合金粉末。由于熱等靜壓法是在高達1800℃的溫度下進行的,應用這種技術可以獲得接近理論密度的非常好的密度。

圖5.熱等靜壓(HIP)
SPS使得在較低的溫度下制備完全致密的復合材料成為可能。它還提供了一種寶貴的方法,修改動力學的致密化,反應和晶粒生長,涉及到整個燒結周期。SPS已成功地應用于各種陶瓷(氧化物、氮化物、碳化物和復合材料)。SPS方法與傳統的熱壓工藝相當,前者將粉末裝入模具中,然后在燒結過程中施加單軸壓力。然而,與使用外部熱源不同,通常幾千安培(和幾伏)的電流可以通過石墨模具、樣品或兩者。沿模具傳導它基本上代表電阻加熱,即模具也可作為熱源。通過樣品的傳導可能在粉末顆粒之間產生擊穿、電弧、火花或等離子體,從而導致快速致密化過程。利用SPS方法可以在幾分鐘內實現樣品的致密化,而無需大量的晶粒生長過程。在MTA-MFA中將開發一種快速燒結裝置。
采用掃描電鏡對起始奧氏體粉末進行了結構表征(圖6)。
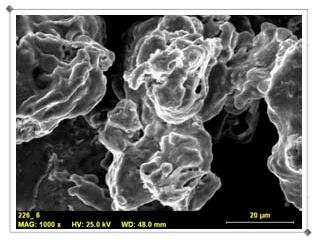
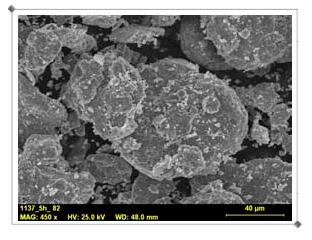
圖7.奧氏體試樣的SEM圖像
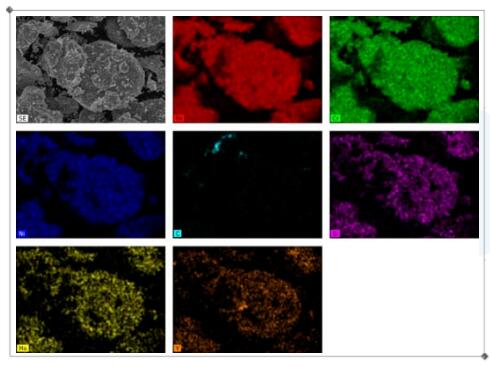
圖8.奧氏體樣品元素組成圖
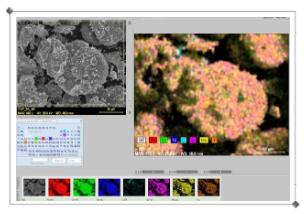
圖9.奧氏體樣品中所有元素的圖譜
納米結構鋼可以通過兩種不同的方法實現。有一種眾所周知的“自上而下”方法,其中考慮到晶粒尺寸,工藝步驟,如嚴重塑性變形(SPD)是從上到下的發展。另一種“自下而上”的方法是從單個元素開始,從下到上開發產品。后一種方法被認為是納米技術的主要途徑。本文綜述了“自下而上”的納米結構鋼制備和檢驗方法。粉末冶金的其他步驟,如高效納米研磨、壓制和燒結,被用于制備納米結構鋼。在此基礎上研制的高能球磨機是粉末冶金工藝的第一步,在保證顆粒具有納米結構的同時,又保證了氧化物顆粒的良好分散。



美國UP青島工廠—青島聯瑞精密機械有限公司
立式攪拌磨發明人專業設計、研發、生產"臥式砂磨機&立式攪拌磨"
79年超細研磨、分散、混料和自動化產線的設備經驗
官網:http://l27j.cn
地址:青島市市北區會昌路11號

掃碼點擊關注"美國UP青島工廠"微信公眾號
來電享免費實驗,7×24小時咨詢熱線(0532)80822686